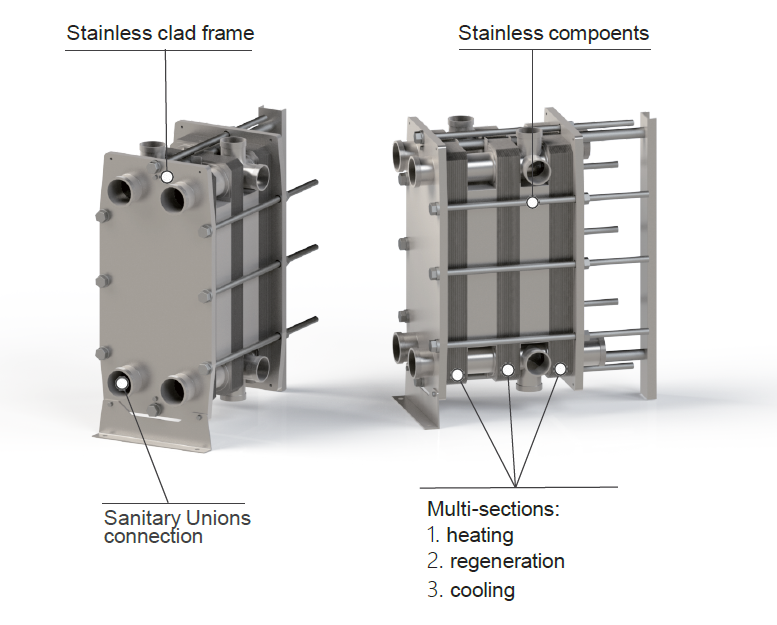
What is a Food-Grade PHE ?
Food-grade PHE is designed for use in food and bever- age processing industries.while ensuring hygiene and
compliance with food safety standards.
Why Food- Grade PHE?
Hygienic Design:
- Made from stainless to prevent contamination.
- Smooth, crevice-free surfaces to minimize bacterial growth.
- Designed for easy cleaning to maintain hygiene.
Food Safety Standards
- Meets FDA Standards. Food-safe gaskets that do not leach chemicals into the product.
Efficient Heat Transfer
- Provides fast heating & cooling for pasteurization, sterilization, and fermentation processes. Minimizes energy consumption while ensuring precise temperature control.
Applications:
- Dairy industry (milk pasteurization, yogurt production)
- Beverage processing ( juice, beer, soft drinks)
- Food processing (sauces, soups, edible oils)
- Pharmaceutical industry (sterile processing)