Project Overview
The customer needed a reliable and hygienic heating solution for jam production. Because the medium was highly viscous, the system had to avoid excessive pressure drop, unstable flow, and clogging risks often associated with narrower flow channels. HEXNOVAS therefore selected a Tubular Heat Exchanger as the main product heater in a hot-water circulation loop generated by steam.
Engineering focus: in this kind of service, exchanger selection is not only about compactness or theoretical U-value. The real priority is whether the equipment can handle viscous product smoothly, cleanly, and consistently in daily food production.
Project Images
Installed tubular heat exchanger system for jam production
Tubular heat exchanger detail and pipe connection
Selection Parameter Snapshot
This section is reserved for your actual quotation sheet, technical parameter screenshot, or customer selection data image. If you do not want to use a screenshot, you can directly keep the styled parameter card below as a cleaner on-page visual replacement.
Selection Data Reference Card
Tube Sizes
Φ32 / Φ57 / Φ76
Material
316L / 316L / 304
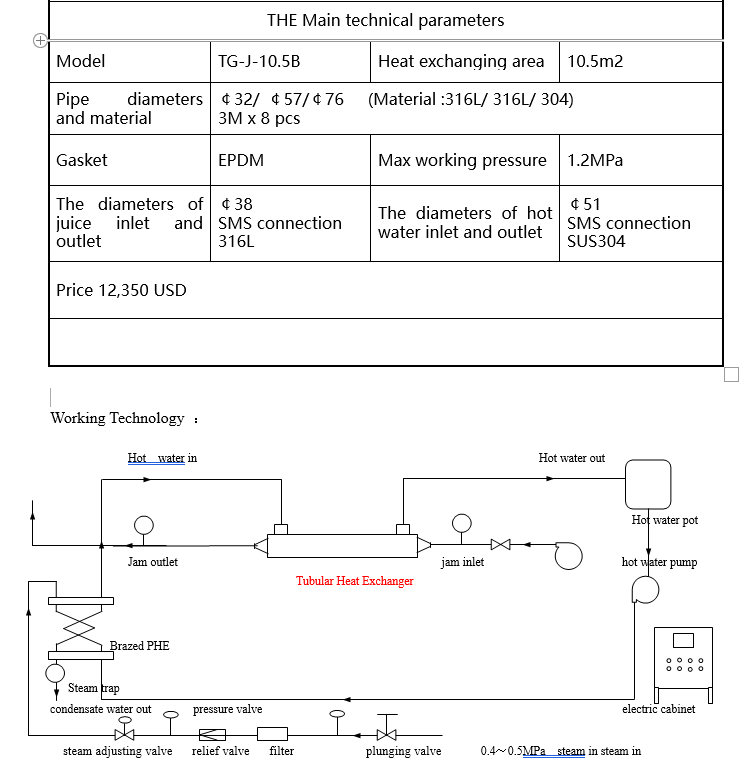
Main Technical Parameters
| Item | Data |
|---|
| Application | Jam production / viscous food heating |
| Model | TG-J-10.5B |
| Heat transfer area | 10.5 m² |
| Product viscosity | Approx. 8000 cP |
| Pipe diameter and material | Φ32 / Φ57 / Φ76, 3 m length × 8 pcs, material 316L / 316L / 304 |
| Gasket material | EPDM |
| Max working pressure | 1.2 MPa |
| Juice inlet / outlet connection | Φ38 SMS connection, 316L |
| Hot water inlet / outlet connection | Φ51 SMS connection, SUS304 |
Why a Tubular Heat Exchanger Was the Right Choice
For jam, fruit concentrate, syrup, and similar sticky media, a tubular heat exchanger can provide more stable process performance than a standard plate-type solution. The wider internal passage reduces plugging tendency and supports smoother transport of thick food products. This is especially important when viscosity changes with batch conditions or temperature.
- Wider flow path: more suitable for viscous or soft-particle food duty.
- Lower clogging risk: better for sticky products such as jam and fillings.
- Gentler handling: helps avoid unnecessary shear or burn-on risk.
- Sanitary suitability: food-grade construction for hygienic processing.
- Reliable operation: practical for continuous food production lines.
Other Applications Suitable for Tubular Heat Exchangers
A tubular heat exchanger is not limited to jam production. It is also widely used in other sanitary applications involving high viscosity, soft solids, fruit pulp, or sticky food materials where smooth flow and easy cleaning are important.
Fruit jam & marmalade Syrup & glucose Tomato paste Sauces & ketchup Fruit puree Yogurt mix Chocolate liquid Condensed products
Typical industries
- Fruit processing plants
- Jam and filling production lines
- Sauce and condiment manufacturing
- Dairy and dessert processing
- Food ingredient and syrup preparation systems
- Sanitary thermal processing lines with CIP requirements
Tubular Heat Exchanger vs GPHE
A gasketed plate heat exchanger is highly efficient and compact for many clean-liquid duties. However, for thick, sticky, or particle-containing products, the selection basis changes. In such applications, a tubular heat exchanger is often more robust and more practical.
| Comparison Item | Tubular Heat Exchanger | Gasketed Plate Heat Exchanger (GPHE) |
|---|
| Flow passage | Wider passages for viscous and semi-solid product flow | Narrow channels, ideal for cleaner and lower-viscosity fluids |
| Clogging tolerance | Higher tolerance to sticky media, pulp, and soft solids | More sensitive to blockage in thick-food service |
| Typical product suitability | Jam, syrup, puree, sauces, yogurt blends | Milk, water, beverages, clean sanitary liquids |
| Compactness | Usually less compact | Usually more compact |
| Best engineering priority | Process reliability and product handling | High thermal efficiency in clean-liquid service |
Simple rule: if the medium is clean and flows easily, GPHE is often attractive. If it is thick, sticky, fibrous, or prone to plugging, tubular heat exchangers are usually the safer process choice.
FAQ
Why use a tubular heat exchanger for jam instead of a GPHE?
Because jam is a high-viscosity product. A tubular heat exchanger provides a wider flow path, which helps reduce plugging risk and usually handles sticky media more reliably than a narrow-channel GPHE in this type of application.
Can a tubular heat exchanger handle products with pulp or soft particles?
Yes. That is one of the main reasons tubular heat exchangers are chosen in food processing. They are often better suited for fruit pulp, puree, sauces, and similar sanitary products that are difficult to pass through tight plate channels.
Is a tubular heat exchanger hygienic enough for food applications?
Yes, when designed with the right materials and sanitary connections. In this case, food-contact parts use stainless steel such as 316L, making the unit suitable for hygienic food processing and cleaning procedures.
Is GPHE always worse than a tubular heat exchanger?
No. GPHE is excellent for many clean and low-viscosity duties because it is compact and efficient. The better option depends on the medium. For viscous, sticky, or semi-solid food products, tubular heat exchangers often perform better from a practical process perspective.
What other products can use a tubular heat exchanger?
Besides jam, tubular heat exchangers are commonly used for syrup, tomato paste, fruit puree, sauces, yogurt mixes, chocolate liquid, and other sanitary high-viscosity products.
Conclusion
This case shows why a tubular heat exchanger remains a strong and practical solution in food processing. For jam and similar high-viscosity products, the key decision factors are smooth flow, hygienic design, reduced blockage risk, and stable operating performance. That is where tubular technology creates real value.
If your process involves jam, syrup, puree, sauce, yogurt blend, or another difficult sanitary medium, HEXNOVAS can help assess whether a Tubular Heat Exchanger or a GPHE is the better fit.