Project Background
The client was operating a fully welded plate heat exchanger — Alfa Laval TM10-BFT — in propene service.
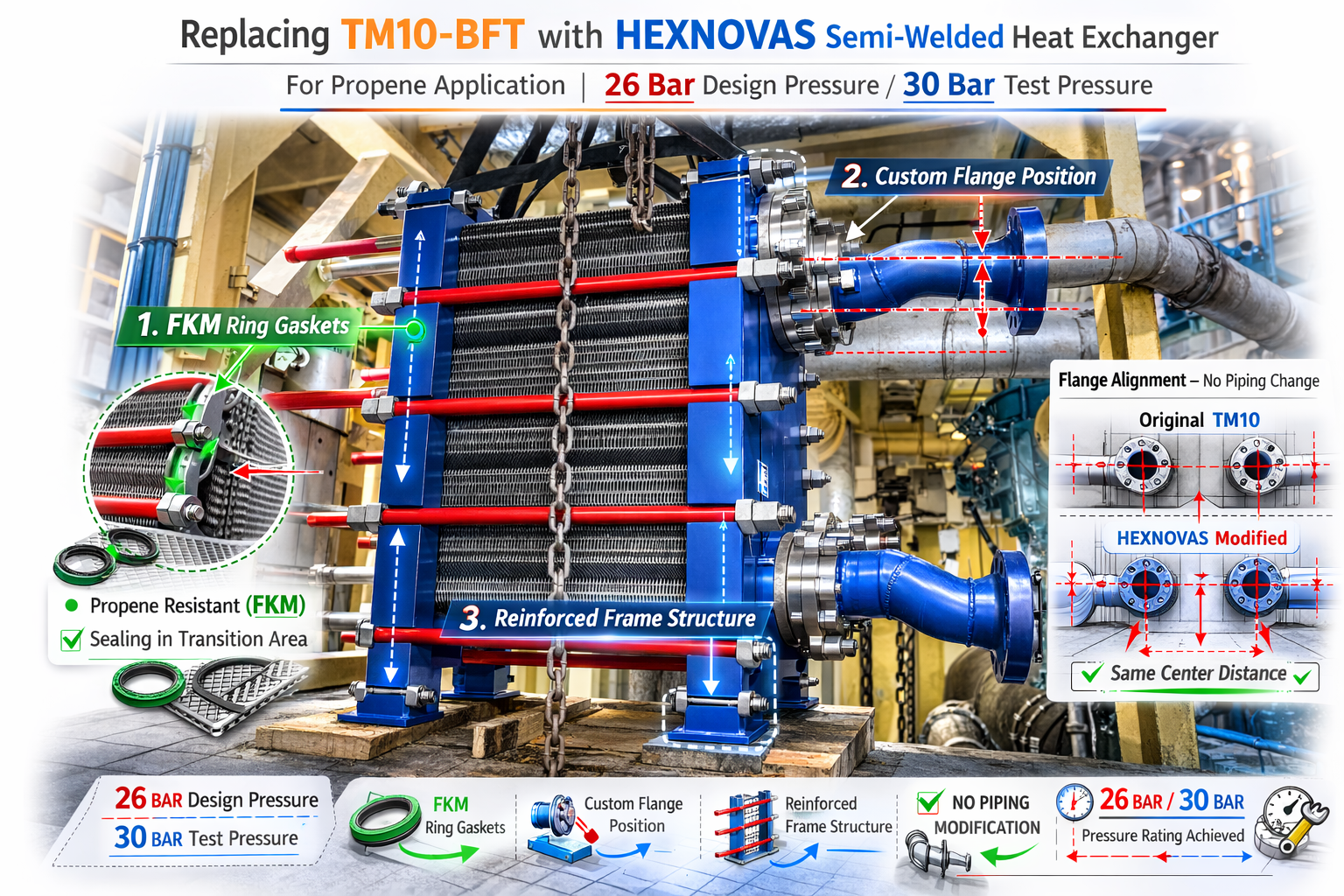
- Medium: Propene
- Design Pressure: 26 bar
- Hydrostatic Test Pressure: 30 bar
- Fully welded structure
- Fixed piping layout
- Model discontinued
When the unit required replacement, the original model was no longer available. The plant requirements were strict:
- No reduction in pressure rating
- No modification to existing piping
- Safe operation in hydrocarbon service
- Maintain mechanical reliability
HEXNOVAS proposed a semi-welded plate heat exchanger retrofit solution.
Engineering Challenges & Solutions
This project required solving three critical engineering constraints simultaneously.
Challenge 1
Propene Compatibility in Transition Sealing Area
Although semi-welded plate heat exchangers use welded cassettes on one side, the port transition area still contains a ring gasket exposed to process media.
In propene service, elastomer selection becomes critical due to:
- Hydrocarbon swelling risk
- Permeation sensitivity
- Pressure cycling
- Safety considerations
After material compatibility evaluation, we selected high-performance FKM (Viton) ring gasket.
- Excellent resistance to light hydrocarbons
- Stable compression under 26 bar operating pressure
- Reduced swelling and diffusion risk
- Controlled maintenance interval
Challenge 2
Nozzle Center Alignment — No Piping Modification Allowed
The client required that the existing piping layout remain unchanged. However, nozzle centerline positions did not match between the original TM10 and a standard semi-welded frame.
- Redesigned flange welding position
- Adjusted nozzle neck extension length
- Applied flange offset geometry
- Matched port center elevation
Result: drop-in replacement with no field welding and minimal shutdown duration.
Challenge 3
Achieving 26 Bar Design Pressure in Semi-Welded Structure
Matching the original unit integrity (26 bar design / 30 bar test) required structural optimization.
- Reinforced frame structure to reduce deflection under compression load
- Upgraded plate thickness and reduced stress at port area
- High-strength bolts and uniform compression distribution
Verification: 26 bar achieved, 30 bar hydrostatic test passed, stable ring gasket compression.
Technical Advantages of the Retrofit Solution
- Serviceable plate pack
- Lower lifecycle cost
- Easier inspection access
- Equivalent hydrocarbon sealing integrity
- Maintained mechanical rating
Project Outcome
The retrofit was completed without piping modification and without compromising safety.
Engineering Insight
Replacing a discontinued fully welded plate heat exchanger is not only a thermal exercise. It requires addressing chemical compatibility, mechanical equivalency, structural integrity, and field installation constraints.
Our engineering team can provide a customized solution.









