1️⃣ Contamination Prevention and Product Safety
Safety FirstFood and pharmaceutical processes involve direct contact with consumable or injectable products. Any contamination from materials can lead to:
- Product recalls
- Regulatory violations
- Severe health risks
- Brand damage
Copper, carbon steel, or mixed-metal components may release ions or corrode under cleaning conditions.
Fully stainless steel construction eliminates the risk of metallic contamination.
Typical material selection- AISI 316L (preferred)
- AISI 304 (non-critical zones)
Why 316L is preferredSuperior corrosion resistance + low carbon content helps minimize carbide precipitation and reduces sensitization risk during welding.
2️⃣ Resistance to CIP and SIP Processes
CIP / SIPFood and pharmaceutical systems undergo regular:
- CIP (Clean-in-Place)
- SIP (Sterilize-in-Place)
These processes involve:
- High temperature
- Strong alkaline solutions
- Acid cleaning agents
- Steam sterilization
Materials must resist:
- Chemical corrosion
- Thermal cycling
- Surface degradation
Fully stainless steel heat exchangers provide stable performance under repeated cleaning and sterilization cycles.
3️⃣ Hygienic Design and Surface Requirements
DesignSanitary heat exchangers typically require:
- Smooth surface finish (Ra ≤ 0.8 μm typical)
- No dead zones
- No crevices
- Easy drainage
- Fully welded hygienic ports
Mixed-material brazed heat exchangers (such as copper brazed) are not suitable because:
- Copper is not accepted in pharmaceutical-grade systems
- Brazing filler metals may create contamination risk
- Internal inspection is impossible
4️⃣ Why Gasketed Units Must Use FDA-Certified Gaskets
GasketsFor gasketed plate heat exchangers used in food or pharma, all gaskets must be:
- FDA compliant
- EU 1935/2004 compliant (if exporting to Europe)
- Suitable for food contact
Common FDA-grade materials- EPDM (FDA grade)
- NBR (food grade)
- FKM (special applications)
Risks of non-certified elastomers- Leach plasticizers
- Absorb product
- Degrade under CIP conditions
- Create microbiological risks
Therefore, all wetted components must be stainless steel + FDA-certified gasket materials.
Traditional brazed plate heat exchangers use:
- Copper brazing filler
- Nickel brazing filler
These are not recommended for hygienic applications because:
- Copper can contaminate product
- Nickel alloys may not meet pharmaceutical standards
- Brazed joints cannot be inspected internally
Fully stainless steel fusion-bonded heat exchangers (laser welded or vacuum welded) eliminate filler metals and provide:
- Pure stainless steel wetted surface
- High structural integrity
- Compliance with hygienic standards
- No cross-contamination risk
6️⃣ Regulatory and Certification Requirements
ComplianceFood and pharmaceutical heat exchangers must comply with:
- FDA (USA)
- 3-A Sanitary Standards
- EHEDG (Europe)
- GMP regulations
- ASME BPE (pharmaceutical piping standard)
Using non-sanitary materials can result in:
- Audit failure
- Production shutdown
- Certification loss
7️⃣ Long-Term Reliability and Cleanability
LifecycleHygienic heat exchangers must:
- Drain completely
- Avoid product entrapment
- Withstand frequent disassembly (for gasketed types)
- Maintain surface integrity after years of cleaning
Fully stainless steel construction ensures:
- No galvanic corrosion
- No material mismatch
- Stable long-term operation
Conclusion
In food and pharmaceutical industries, material selection is not only about corrosion resistance — it is about compliance, safety, and liability control.
- ✔ Gasketed heat exchangers must be fully stainless steel with FDA-certified gaskets.
- ✔ Brazed units must be fully stainless steel fusion-bonded (no copper filler).
- ✔ Surface finish and hygienic design must meet sanitary standards.
Choosing the correct hygienic heat exchanger protects product quality, regulatory compliance, and brand reputation.
Frequently Asked Questions (FAQ)
FAQ1) Why are
copper-brazed heat exchangers
not suitable for food or pharmaceutical applications?
Copper-brazed heat exchangers may release trace metal ions under acidic or CIP conditions. In food and pharmaceutical processes,
any risk of metallic contamination is unacceptable. Additionally, brazed joints cannot be visually inspected internally, which conflicts
with hygienic validation requirements.
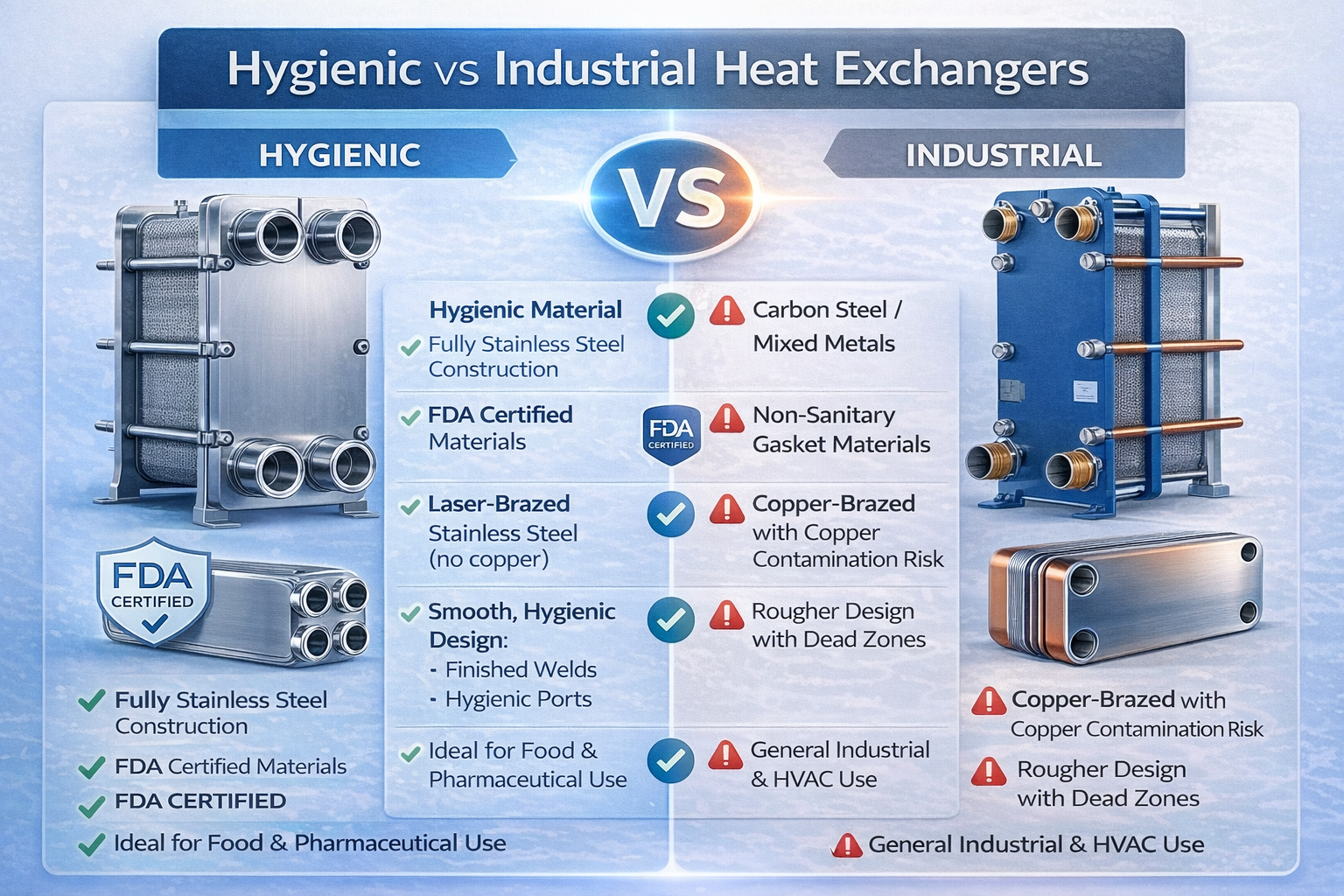
2) What is the difference between industrial and hygienic heat exchangers?
Hygienic heat exchangers are designed to prevent bacterial growth, eliminate dead zones, allow full drainage,
withstand CIP and SIP cycles, and use FDA-approved materials. Industrial heat exchangers may prioritize cost and performance
but do not necessarily meet sanitary regulations.
3) Why is 316L preferred over 304 in sanitary applications?
316L offers better resistance to chlorides, improved corrosion resistance under cleaning chemicals, and lower carbon content,
reducing the risk of weld sensitization. In pharmaceutical and dairy processes, 316L is generally the standard.
4) What certifications are required for hygienic heat exchangers?
Common certifications include FDA (food contact compliance), 3-A Sanitary Standard, EHEDG certification, ASME BPE, and GMP compliance.
Certification requirements vary by region and industry.
5) Why must gaskets be FDA-certified?
Non-certified gaskets may leach harmful substances, degrade under cleaning chemicals, and absorb product while promoting bacterial growth.
FDA-certified elastomers help ensure food-contact compliance.
6) What is a fully stainless steel fusion-bonded heat exchanger?
A fusion-bonded heat exchanger is manufactured by laser welding or vacuum welding stainless steel plates without using copper or nickel
filler metals. This yields 100% stainless steel wetted surfaces, eliminates filler contamination risk, and improves hygienic reliability.
7) Can nickel-brazed plate heat exchangers be used in pharmaceutical systems?
Nickel-brazed units offer better corrosion resistance than copper-brazed units, but they are still generally not accepted in high-purity
pharmaceutical processes due to inspection limitations and regulatory concerns. Fully welded stainless steel designs are preferred.
8) Why is surface roughness important in sanitary heat exchangers?
Surface finish (Ra value) affects cleanability and bacterial adhesion. Typical sanitary requirements: Ra ≤ 0.8 μm (food industry),
Ra ≤ 0.6 μm or lower (pharmaceutical). Smoother surfaces reduce microbial retention and improve CIP effectiveness.
9) What happens if non-sanitary materials are used?
Potential risks include product contamination, regulatory audit failure, production shutdown, legal liability, and brand damage.
In regulated industries, material choice is directly linked to compliance risk.
10) Are fully
welded plate heat exchangers
always better than gasketed types?
Not necessarily. Gasketed units allow inspection and mechanical cleaning, while fully welded units eliminate gasket aging risk.
The choice depends on process pressure, temperature, and cleaning requirements.
Hygienic heat exchanger material selection must prioritize stainless steel construction, FDA-certified gaskets, and fusion-bonded design
to ensure compliance with food and pharmaceutical regulations.